![]() Manwal ta' Istruzzjoni TC55H
Manwal ta' Istruzzjoni TC55H

Introduzzjoni tal-Prodott
TC55H hija verżjoni ta 'aġġornament ta' TC55. Jista 'jikkontrolla 4 assi ta' tmigħ, 1 magħżel analogu. Hija mgħammra b'16-il port ta 'input u 8 portijiet ta' output, li jappoġġjaw l-importazzjoni files minn USB stick.
Speċifikazzjonijiet Tekniċi
Unità ta' data minima 0.001 mm
Daqs massimu tad-data ± 99999.999mm
Veloċità Massima: 9000mm/min (polz huwa 0.001mm)
Frekwenza massima tal-ħruġ tal-polz 150KHz
Assi 1-4 (X,Y,Z,C)
X, Y, Z, C assi jistgħu jagħmlu interpolazzjoni lineari, X, Y jistgħu jagħmlu interpolazzjoni ċirkolari.
Gear Elettriku: numeratur: 1-99999 denominatur: 1-99999
USB: Programm ta 'importazzjoni u stampa tal-boot
Port I/O iżolat
1000
99
Linja massima tal-Programm:
Programm Massimu:
RAM: 128M
Operazzjoni tal-Manwal Estern: mutur għażil lejn l-arloġġ u kontra l-arloġġ, ibda, nieqaf,
allert u waqqaf
Kodiċi G u kodiċi M
Panel wieħed MPG
LCD tal-kulur ta '3.5 pulzieri, pixel 320 * 240
Output Analog Spindle: 1 0-10v magħżel Analog
Definizzjoni ta' Swiċċ estern
Jekk jogħġbok ikkuntattjana jekk għandek bżonn tibdel l-istampa tal-but qabel tixtri
Operazzjoni
Interface Prinċipali
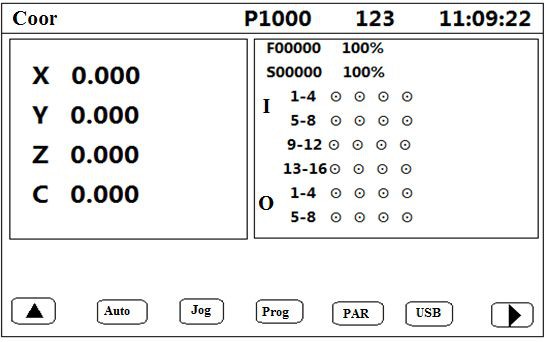
Din hija l-interface li turi wara l-ibbutjar mingħajr stampa tal-boot. Juri l-koordinati ta 'kull assi, veloċità u rata F, veloċità u rata S, kif ukoll il-kondizzjoni tal-port ta' input u output. P1000 tfisser il-programm li qed jaħdem bħalissa; 123 tfisser il-metodu tal-input. Tista 'tidħol fil-AUTO, JOG, PROG, PAR, USB kif ukoll l-interface tal-password minn hawn.
Auto

Fl-Interface Awtomatiku, Agħfas tibda biex tħaddem l-aħħar programm ta 'qari, Agħfas Pause biex Tieqaf.
Pass
Wirja pożittiva tfisser operazzjoni konsekuttiva. Wirja negattiva tfisser kmand operattiv bi kmand. Meta tkun il-wiri negattiv, agħfas Ibda darba, se tiġi eżegwita linja waħda tal-programm.
Editja

- Agħfas Enter biex daħħal linja ġdida.
- Agħfas DEL biex tħassar linja fit-tul.
- Agħfas←→↑↓biex tmexxi l-cursor
- Fuq: Sal-linja tal-ponn
- BTM: sal-aħħar linja
- Test: Ara jekk hemmx xi żball
- Ħlief: Ħlief programm
- Auto: F'Interface Auto.
Jog

- Agħfas X, Y, Z, u C biex tagħżel l-assi rilevanti.
- S għal rata ta 'tmigħ qligħ, N għal rata ta' tmigħ tonqos. (10% -150%)
- G għall-kisba tar-rata tal-magħżel, M għat-tnaqqis tar-rata tal-magħżel. (10% -150%)
- Agħfas Shift biex tbiddel il-port tal-ħruġ, agħfas Enter biex tbiddel minn ON jew OFF.
- Agħfas ← u → għal ġiri konsekuttiv.
- Agħfas ↑ u ↓ għall-jogging, iddefinixxi d-distanza tal-jog f'PAR-Ctrl-Jog+Distanza; tiddefinixxi l-veloċità tal-jog f'PAR-Speed-Jog.
Veloċità
Veloċità: Wirja negattiva tfisser veloċità għolja manwali, wiri pożittiv ifisser veloċità baxxa manwali. Agħfas ← u → għal ġiri konsekuttiv.
MPG
Agħfas MPG, imbagħad iċċaqlaq ir-rota 'l fuq, l-assi magħżul jimxi b'mod pożittiv, iċċaqlaq ir-rota 'l isfel, l-assi magħżul jimxi b'mod negattiv. Agħfas X10X100 biex tbiddel in-numru kardinali muri fin-naħa ta' fuq tal-iskrin.
| Status | Cardinal Number |
| X1 | 0.001mm |
| X10 | 0.01mm |
| X100 | 0.1mm |
BPZ
Agħfas din iċ-ċavetta fuq l-assi magħżula mur lura għall-punt ta 'referenza bl-ogħla veloċità. Iddefinixxi l-ogħla veloċità fil-Parametri-Veloċità.
Kollha 0
Agħfas din iċ-ċavetta l-assi magħżul tmur lura għall-punt ta 'referenza bl-ogħla veloċità. Iddefinixxi l-ogħla veloċità fil-Parametri-Veloċità. F hija l-veloċità magħquda tal-assi kollha.
BMZ
Erġa lura għall-magna żero. L-assi magħżula se timxi f'BMZ Veloċità Għolja biex tmur lura għall-magna żero, imbagħad tmiss is-swiċċ u timxi f'BMZ Veloċità Baxxa, finalment tieqaf fuq is-swiċċ. Sabiex tuża din il-funzjoni, il-X 0/Y 0/Z 0/C 0 għandu jiġi ssettjat bħala "On" fil-Parametri-Ctrl; Issettja BMZ Għoli u BMZ Baxx fil-Parametri-Veloċità; Issettja d-direzzjoni fil-Parametri-Ctrl-X BMZ
Dir
PAR
Ctrl
Żona tal-issettjar tal-parametri tal-kontroll, Agħfas fit-tul ↑ u ↓ biex tbiddel il-paġna.
- Numeratur X/Y/Z/C: Proporzjon tal-gerijiet elettriċi (1-99999)
- Denominatur X/Y/Z/C: Proporzjon tal-ger elettriku (1-99999)
- X/Y/Z/C Referenza:F'operazzjoni manwali, agħfas fit-tul X/Y/Z/C biex tneħħi l-koordinati u turi dan il-valur; jew fil-magna żero, wara li tolqot l-iswiċċ, se juri dan il-valur.
- X/Y/Z/C Backlash: Backlash biex tagħmilha aktar preċiża
- X/Y/Z/C Boot Zero: 0 ifisser li l-assi mhux se jmur lura għall-magna żero wara l-ibbutjar; 1 ifisser li l-assi se jmur lura għall-magna żero wara l-ibbutjar
- X/Y/Z/C BMZ Dir: 0 tfisser li l-assi tmur lura għall-magna żero lejn direzzjoni negattiva; 1 tfisser li l-assi tmur lura għall-magna żero lejn direzzjoni pożittiva
- Veloċità + Ħin (ms): użu tal-ħin biex il-mutur jilħaq il-veloċità F
- Jog + Distanza: f'operazzjoni manwali, inkrement għall-jogging. Unità ta 'dan hija dipendenti fuq il-proporzjon tal-ger elettriku.
- Lingwa: Ingliż (0)jew Ċiniż(1)
L-issettjar tal-Proporzjon Elettroniku tal-Gear
L-issettjar tal-irkaptu elettroniku huwa li tissettja unità tad-dejta differenti għal magni differenti. L-assi differenti tal-istess magna jistgħu jiġu ssettjati bbażati fuq unità differenti. Per example, l-assi A jista 'jiġi ssettjat bħala mm, l-assi B jista' jiġi ssettjat bħala angolu, u l-assi C jista 'jiġi ssettjat bħala tond.
Kif tissettja n-numeratur u d-denominatur tal-proporzjon tal-ger elettroniku:
Polz meħtieġ biex il-mutur idur dawra waħda fl-istess direzzjoni
Distanza mċaqalqa meta l-mutur idur tond wieħed fl-istess direzzjoni (μm)
In-numeratur u d-denominatur it-tnejn għandhom ikunu numru sħiħ bejn 1 u 99999.
Eż. 1 Trażmissjoni bil-kamin
Stepper motor stepping huwa 5000, jew servo motor 5000 polz/tond, żift tal-kamin huwa 6mm, proporzjon ta 'tnaqqis huwa 1:1, imbagħad,
5000 → 5
6 * 1000 * 1.0 → 6
Eż. 2 Rack u Pinion
Stepper motor stepping huwa 6000, jew servo motor 6000 polz/tond, in-numru tas-snien tal-ger huwa 20, m=p/π=2, imbagħad
6000 → 1 → 107 → 107
1000*20*2*3.14159265 → 20.943951 → 2241.00276 → 2241
Eż. 3 Angolu li jdur
Stepper motor stepping huwa 5000, jew servo motor 5000 polz/tond, il-proporzjon ta 'tnaqqis huwa 1:30, imbagħad,
5000 * 30 → 5
360 * 1000 → 12
Veloċità
- X/Y/Z/C L-ogħla: L-ogħla veloċità tal-mutur tal-assi x. Meta s-sistema tkun qed taħdem, il-veloċità mhux se taqbeż dan in-numru irrispettivament minn liema F issettja.
- Bidu (mm/min) Veloċità matul Spd + Ħin
- Man Għoli: Manwal b'veloċità għolja
- Man Low: Manwal b'veloċità baxxa
- BMZ Għoli: Mur fil-magna żero b'veloċità għolja.
- BMZ baxx: Mur lura għall-magna żero l-ewwel b'veloċità għolja, permezz ta 'swiċċijiet żero, es u mur lura b'veloċità baxxa. Fl-aħħarnett, slider se jieqaf fuq is-swiċċ.
- Modalità BMZ: żewġ modi biex tmur lura għall-magna żero, permezz tas-swiċċ jew le. Permezz swiċċ(0): slider se jieqaf fuq is-swiċċ. Mhux ħawt swiċċ (1): Slider se jieqaf qabel l-iswiċċ.
- S Veloċità Għolja: L-ogħla veloċità tal-magħżel
Input
Din il-funzjoni tippermetti lill-utent biex jissettja diversi tipi ta 'swiċċijiet faċilment. Iddefinixxi l-port I/O skond il-formola li ġejja.
Swiċċ Kbir Estern huwa meħtieġ biex jintemm il-kontroll estern. Swiċċ estern huwa konness fil-mod ta 'miftuħ normali. Agħfas R biex tinbidel f'on, u S biex tagħżel LE (Normal Open). Imbagħad agħżel in-numru tal-Port IO fil-vojt.
Nota: Għal konsiderazzjoni ta 'sikurezza, limitu u input ta' waqfien ta 'emerġenza huwa ġeneralment issettjat bħala NC(Normal Close).
| Funzjoni | Spjegazzjoni |
| Twissija | Input ta' Twissija |
| Waqqaf | Input ta' Waqfien ta' Emerġenza |
| Mexxi | L-issettjar ta' l-Iswiċċ tal-Mexxi ta' Barra (Estern). |
| Waqfa | Barra (Estern) Pawża Issettjar Swiċċ |
| Veloċità+ | Żieda fir-rata tal-għalf Issettjar tal-Iswiċċ |
| Veloċità- | Tnaqqis fir-rata tal-għalf Issettjar tal-Iswiċċ |
| X Lim+ | Issettjar tal-limitu pożittiv tal-assi X |
| X Lim- | Assi X Issettjar tal-limitu negattiv |
| X 0 | Issettjar ta 'swiċċ żero ta' l-assi X |
| Man X+ | Assi X għażil lejn l-arloġġ barra swiċċ manwali |
| Raġel X- | X-axis kontra l-arloġġ għażil barra swiċċ manwali |
| X Boot Zero | X-axis mur lura għall-Magni żero wara booting swiċċ manwali estern |
| Y Lim+ | Issettjar tal-limitu pożittiv tal-assi Y |
| Y Lim- | Assi Y Issettjar tal-limitu negattiv |
| Y 0 | Issettjar ta 'swiċċ żero ta' l-assi Y |
| Man Y+ | Assi Y għażil lejn l-arloġġ barra swiċċ manwali |
| Raġel Y- | Assi Y għażil kontra l-arloġġ barra swiċċ manwali |
| Y Boot Zero | L-assi Y tmur lura għall-Magni żero wara li tibda l-iswiċċ manwali estern |
| Z Lim+ | Issettjar tal-limitu pożittiv tal-assi Z |
| Z Lim- | Assi Z Issettjar tal-limitu negattiv |
| Z 0 | Issettjar ta 'swiċċ żero ta' l-assi Z |
| Man Z+ | Assi Z għażil lejn l-arloġġ barra swiċċ manwali |
| Raġel Z- | Assi Z għażil kontra l-arloġġ barra swiċċ manwali |
| Z Boot Zero | L-assi Z tmur lura għall-Magni żero wara li tibda l-iswiċċ manwali estern |
| C Lim+ | Assi C Issettjar tal-limitu pożittiv |
| C Lim- | Assi C Issettjar tal-limitu negattiv |
| C 0 | Issettjar tal-iswiċċ żero tal-assi C |
| Man C+ | Assi C għażil lejn l-arloġġ barra swiċċ manwali |
| Raġel C- | Assi C għażil kontra l-arloġġ barra swiċċ manwali |
| C Boot Zero | L-assi C tmur lura għall-Magni żero wara li tibda l-iswiċċ manwali estern |
Output
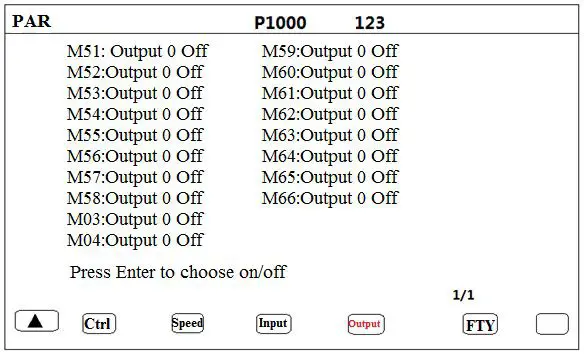
F'dan l-interface biex tiddefinixxi l-ftuħ u l-għeluq ta '1-8 portijiet tal-ħruġ, allura tista' tuża direttament fl-ipprogrammar. M03-M04 huwa interlock tal-magħżel.
FTY
Mur lura għall-valur tal-fabbrika.
Operazzjoni
- Agħfas ←→↑↓ biex tmexxi l-cursor
- Agħfas fit-tul ↑↓biex tibdel il-paġna
- Wara li tbiddel il-parametri, agħfas ESC, hawn tidher it-tieqa tistaqsi jekk issalvax il-parametri jew le, agħfas Enter u ssejvja, agħfas ESC jew Mhux biex tiċċedi l-iffrankar.
Programm
F'dan l-interface biex teditja, taqra, tħassar, issalva u toħloq programm files.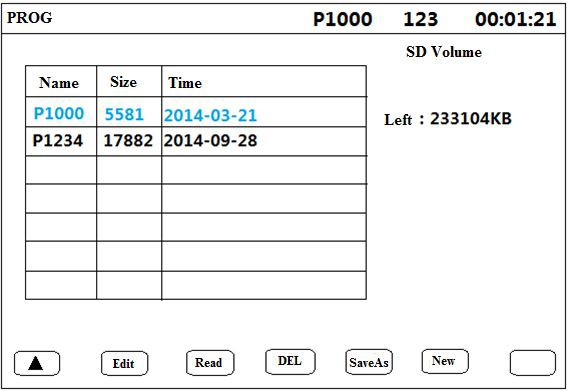
USB

- Isem tal-Programm: P123.TXT jew P1234. TXT
- Isem Stampa Boot: K123.bmp jew K1234.bmp Pixel: 320 * 240
13811674107 jiafengqi.xtf@hotmail.com
Dokumenti / Riżorsi
 |
TOPCNC TC55H CNC Kontrollur [pdfManwal tal-Istruzzjonijiet TC55H, Kontrollur CNC |



